
热线:0535-3461962 0535-3461963
地址:山东省烟台市栖霞市桃村工业园苏州路西101
邮箱:overseasale2@tibright.com
网址:kingkylin.net

导致助焊剂漏电的主要原因是,助焊剂本身配方不合理,有机酸类和卤素含量超标,导致残留物绝缘阻抗降低而漏电。还有可能就是要看什么产品需使用什么样的助焊剂,助焊剂残留多,所以尽量选择免清洗助焊剂。另外的可能就是你的产品用的助焊剂不合格其它成份超标,焊接后表面绝缘阻抗低。质量好钎焊助剂价格所以遇到潮湿气候吸潮后会变酸腐蚀板子,所以就会漏电。助焊剂本身不带有导电物质,但助焊剂残留因为遇到高温高湿的天气吸收空气中的水份就改变本体分子结构后会导电。所以使用免清洗助焊剂后,在遇到高温高湿的天气一定要洗板。松香助焊剂只要对板面的干净度没有要求,可以不用洗板,因为松香助焊剂在焊后松香会起到保护层的作用,可以防潮、绝缘。质量好钎焊助剂55sj世纪因此,大家如果遇到漏电的问题尽量是采取上述方法,如果还是不能解决,尽量是选择烟台市固光焊接材料有限公司的助焊剂或同方技术人员来处理,从而提高产品质量与性能。

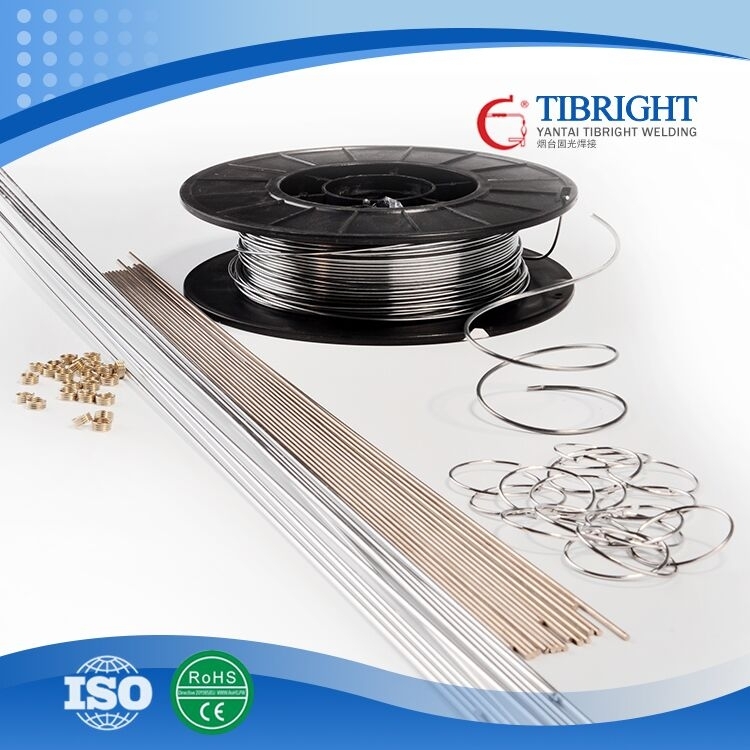
钎料(焊丝)的作用:利用高温熔化的液态钎料润湿钎焊金属(母材)表面并均匀地铺展,直至致密地填满结合面的间隙而形成牢固接头。钎焊助剂价格钎剂(助焊剂)的作用:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。钎料中磷的成分可以增加钎料的铺展性和锓润性,但是会增加焊接处的脆性;锌和铬能增加焊接强度和抗冲击性;含锌钎料的焊接后的外观比含铬钎料的焊接外观稍差,但铬蒸气对人的健康有伤害。质量好钎焊助剂焊接位置、焊接配合间隙、配合面的表面处理、焊接材料的准备、插入深度和清洁度是钎焊前需要注意的六大要素。焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;非特殊情况下不能采用垂直向上漫流方式。焊接配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。要求外接管杯口内径至少应比将要插入管的外径大0.06mm,一般情况下管与管之间的配合间隙不能超过表(2)中的极限值。

广泛应用于钢铁及其他金属构件及板材表面的加工处理。如:普通陶瓷特种陶瓷玻璃、水晶、玉石切削磨削及钻削加工;磁性材料硅碳合金等结构材料的处理加工;树脂材料塑料及特种橡胶制品的表面处理加工等;钎焊金刚石工具使用方法:磨盘是装夹在手提磨光机(砂轮机)或固定台式磨光机上进行磨削工作。钎焊助剂价格锯片是装夹在手提式切割机或固定台式切割机上切削操作钻头是装夹在各种类型的钻机上进行钻削操作,异型磨轮是装在专用磨削设备上进行的磨削成型操作。钎焊金刚石工具磨盘、锯体、钻头、异型磨轮等制品在使用过程中应注意以下几点:操作运行过程给各种制品通过冷却水特殊使用可不通冷却水。烟台质量好钎焊助剂操作过程一定用力小,不得重压,或用力过猛,台式固定机每次吃力量小。操作过程不得撞击或撬打。装夹制品的设备上安装安全防护罩,防止制品使用不当损坏飞出碎体伤人。

钎料(焊丝)的作用:利用高温熔化的液态钎料润湿钎焊金属(母材)表面并均匀地铺展,直至致密地填满结合面的间隙而形成牢固接头。钎焊助剂价格钎剂(助焊剂)的作用:去除钎焊金属和液体钎料表面上的氧化膜,保护钎焊金属和钎料在加热过程中不继续氧化,以改善钎料对母材表面的润湿性,促进钎缝的形成。钎料中磷的成分可以增加钎料的铺展性和锓润性,但是会增加焊接处的脆性;锌和铬能增加焊接强度和抗冲击性;含锌钎料的焊接后的外观比含铬钎料的焊接外观稍差,但铬蒸气对人的健康有伤害。焊接位置、焊接配合间隙、配合面的表面处理、焊接材料的准备、插入深度和清洁度是钎焊前需要注意的六大要素。质量好钎焊助剂焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;非特殊情况下不能采用垂直向上漫流方式。
有些元件的连接不宜采用激光熔焊,但可利用激光作为热源,施行软钎焊与硬钎焊,同样具有激光熔焊的优点。采用钎焊的方式有多种,其中,激光软钎焊主要用于印刷电路板的焊接,尤其实用于片状元件组装技术。钎焊助剂价格采用激光软钎焊与其它方式相比有以下优点:由于是局部加热,元件不易产生热损伤,热影响区小,因此可在热敏元件附近施行软钎焊。用非接触加热,熔化带宽,不需要任何辅助工具,可在双面印刷电路板上双面元件装备后加工。重复操作稳定性好。焊剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高。激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊。质量好钎焊助剂55sj世纪由于银焊条激光钎焊加工过程的复杂性以及众多的影响因素,当出现加工质量下降现象时,大多数情况下无法用一个原因来解释,但加工轨迹的开始和结尾段通常被认为是为关键的部分。



